
به تغییر دادن مقطع لوله از طریق عبور آن از قالبی به نام دوزه کشش گفته میشود .
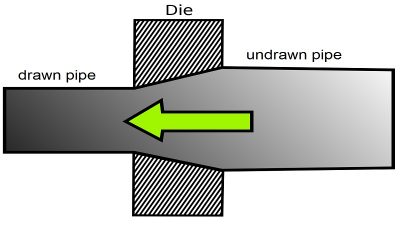
در این روش ابتدا قالبی به نام دوزه ساخته میشود که سوراخ داخلی آن به شکل مقطع درخواستی است و سپس لوله ها ابتدا سرکوبی شده و سپس بوسیله دستگاه کشش از این قالب عبور داده میشود و این باعث تغییر مقطع لوله یا پروفیل میگردد.
در عملیات فرمدهی کشش انتخاب لوله مناسب و طراحی فرآیند و طراحی دوزه اهمیت بسزایی دارد ، در صورت وجود مشکل در هر کدام از فاکتورهای بالا یا لوله خام دچار گسیختگی طولی میشود ( میبرد ) و یا فرم دلخواه قالب را بخود نمیگیرد ، گاهی لازم است جهت رسیدن به فرم مطلوب از چند فرآیند کشش یکی پس از دیگری استفاده شود .به عنوان مثال برای رسیدن به لوله ای به قطر ۶ میلیمتر از لوله ای به قطر ۱۳ ، در عملیات اول لوله به قطر ۱۰ کشیده میشود . در عمل دوم لوله ۱۰ به لوله ۵/۷ و در عمل نهایی لوله ۵/۷ به لوله ۶ تبدیل میگردد .
نکته مهم اینکه عمل کشش جزو فرآیندهای سردکاری محسوب میشود و در نتیجه مقاومت خمشی لوله یا پروفیل را بالا میبرد ، از این رو گاهی لازم است جهت رسیدن به خواص مطلوب قطعه از عملیات حرارتی به عنوان فرآیند مکمل استفاده شود.
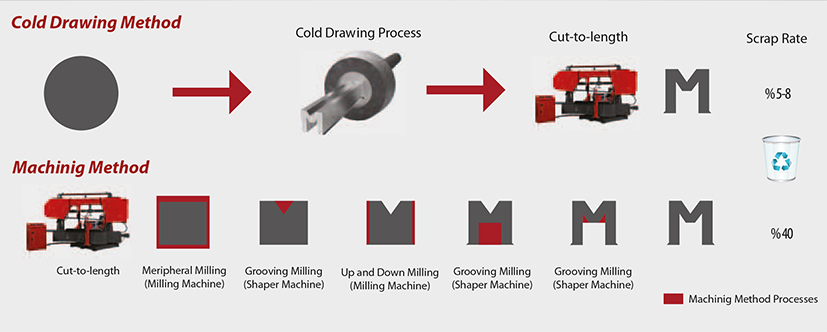
در دو عکس زیر تولید دو قطعه به دو روش ماشینکاری و کشش سرد با هم مقایسه شده است .
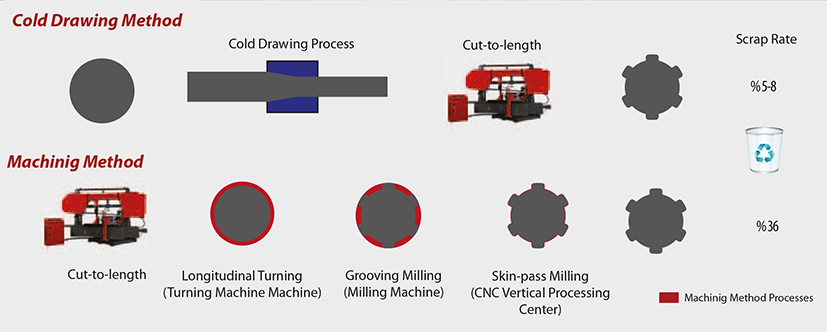
در تصویر بالا تولید یک مقطع صنعتی که بشکل بادامک در صنایع استفاده گسترده ای دارد به دو روش ماشینکاری و کشش سرد با هم مقایسه شده است .
اما از خصوصیات کشش سرد در مقایسه با فرآیندهای دیگر فرمدهی مقاطع می توان به نکات زیر اشاره کرد :
کشش سرد به دلیل خصوصیاتی که دارد و در بالا به آن پرداخته شد ، استفاده گسترده و روزافزونی در صنایع دارد که بعنوان مثال می توان به موارد زیر اشاره کرد :
در حال حاضر، مجموعه صبا با دارا بودن ۶ خط کشش سرد بطول ۲۰ متر، روزانه به طور متوسط گنجایش فرمینگ ۲۰ تن لوله و پروفیل را داراست که این مهم این مجموعه را در صدر مجموعه های فعال در زمینه لوله و پروفیل های صنعتی قرار داده است . کیفیت سطحی مطلوب و دقت ابعادی عالی از مشخصات در حد صدم میلیمتر از مشخصات کار ماست و همه تلاش ما در مجموعه فرمینگ صبا ارائه بهترین وشیک ترین محصول با بهترین قیمت به تولیدکنندگان و قطعه سازان عزیز سرار کشور میباشد
منبع : کشش سرد